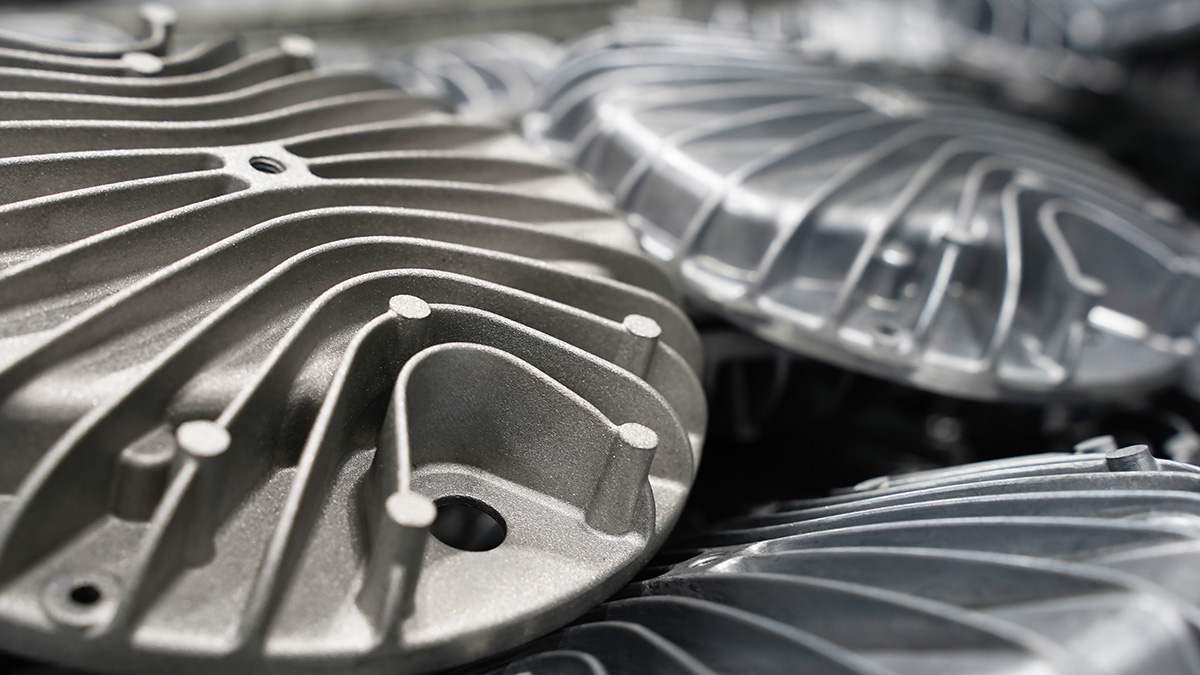
Изделие: корпус светильника PromLED Желудь НЕО
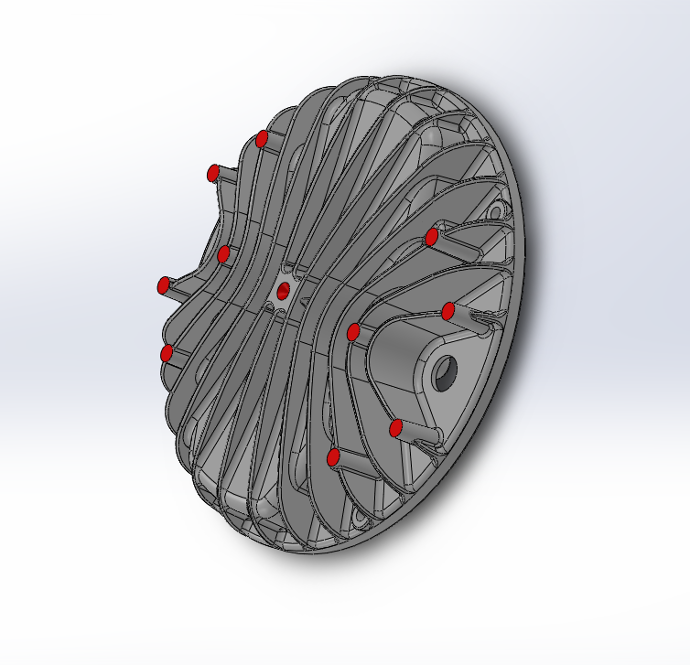
Крышка диаметром 160мм. Функционал: крышка/корпус светодиодного рудничного светильника. Изготавливается на машине с усилием запирания 300 тонн. Последующая механическая обработка включает в себя срезание литниковой системы и промывников, ручное шлифование заусенцев, сверление отверстий 3.5мм, нарезание резьбы М4, окрашивание в цвет RAL 9006 муар.
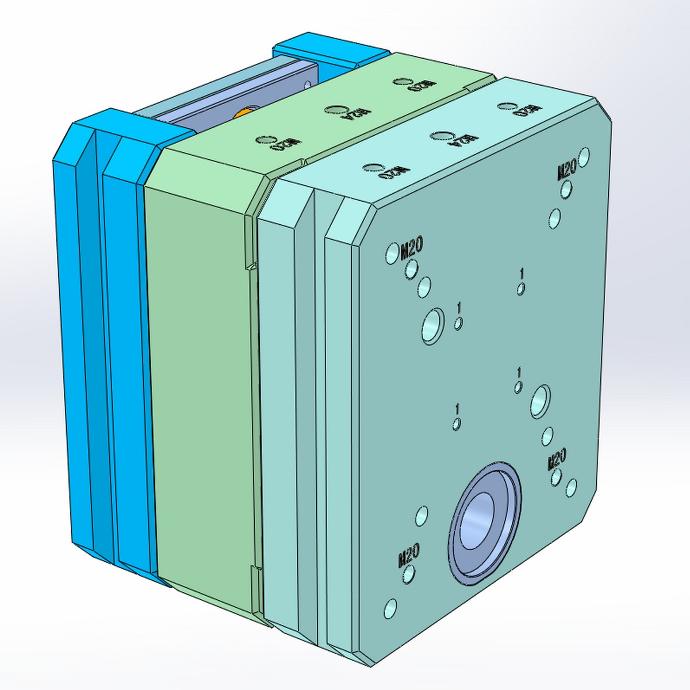
Модель пресс-формы в сборе
Габаритные размеры пресс-формы: 400x500x360. Вес пресс-формы: 600кг. Диаметр поршня: 60мм. Рассчитана на использование на машине с усилием запирания 300 тонн.
Подвижная часть пресс-формы
Включает в себя плиту толкателей, которая приводится отдельным механизмом литьевой машины. Оснащена контр-толкателями, что исключает поломку толкателей в случае нештатного закрытия пресс-формы.
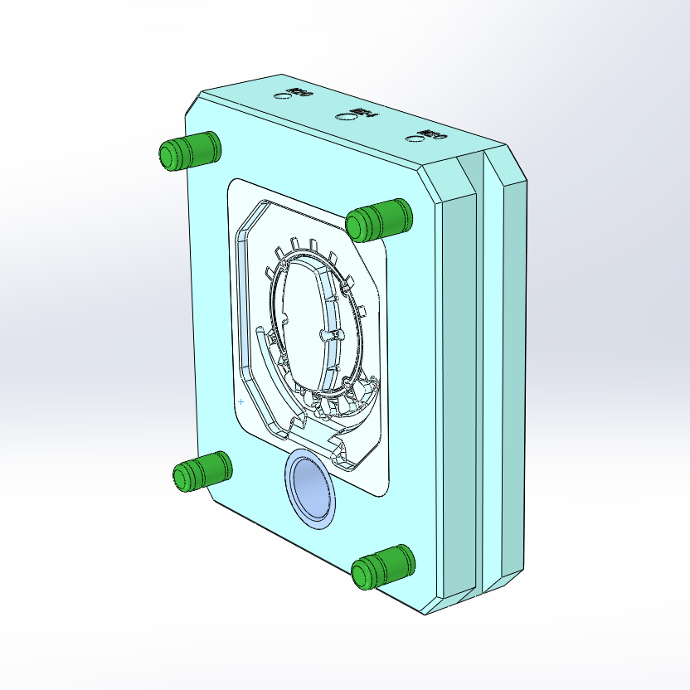
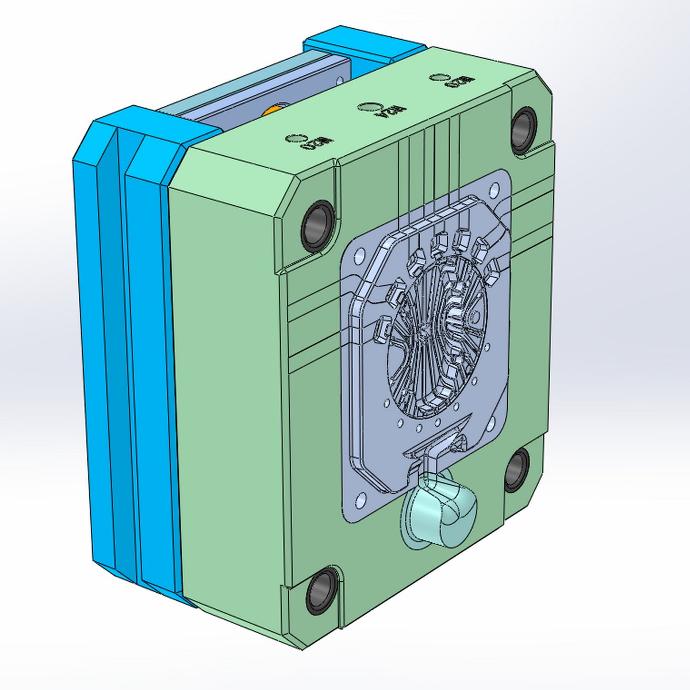
Неподвижная часть пресс-формы
Монтируется на неподвижную плиту. Включает в себя сменную литниковую втулку. При монтаже требует точного выставления относительно поршня, во избежание износа и поломки последнего.
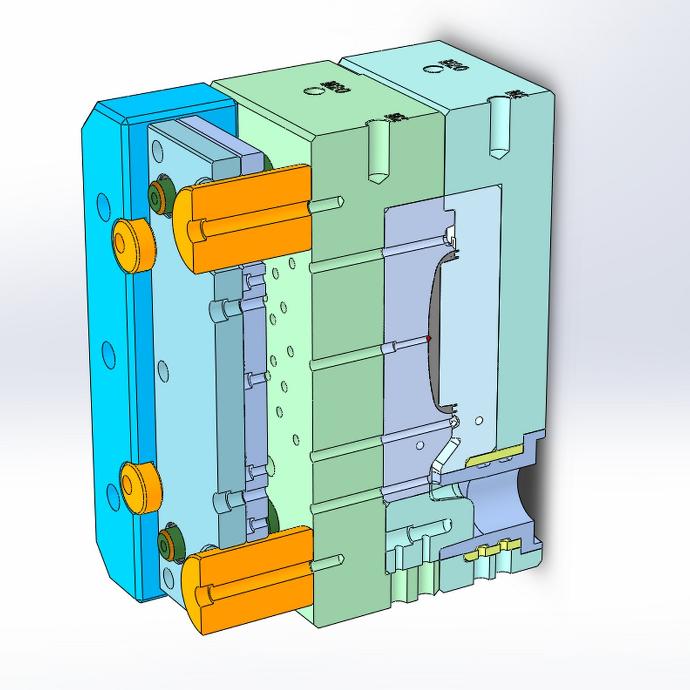
Модель пресс-формы в сечении
На сечении хорошо видно литниковую втулку, отверстия толкателей (сами толкатели скрыты), конструкцию плиты толкателей.
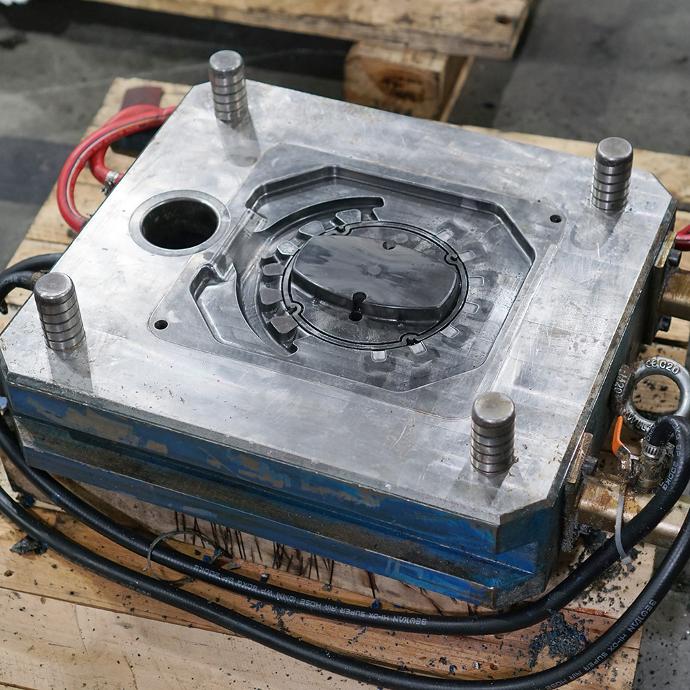
Обслуживание пресс-формы перед установкой
Проводим регулярное обслуживание пресс-форм со снятием каждые 5000 циклов.

Изделие на выходе из литьевой машины
Виден пресс-остаток и литниковая система.

Изделия после обрубки литников
Складируем в перекатные корзины для удобства перемещения между разными стадиями дальнейшей обработки.
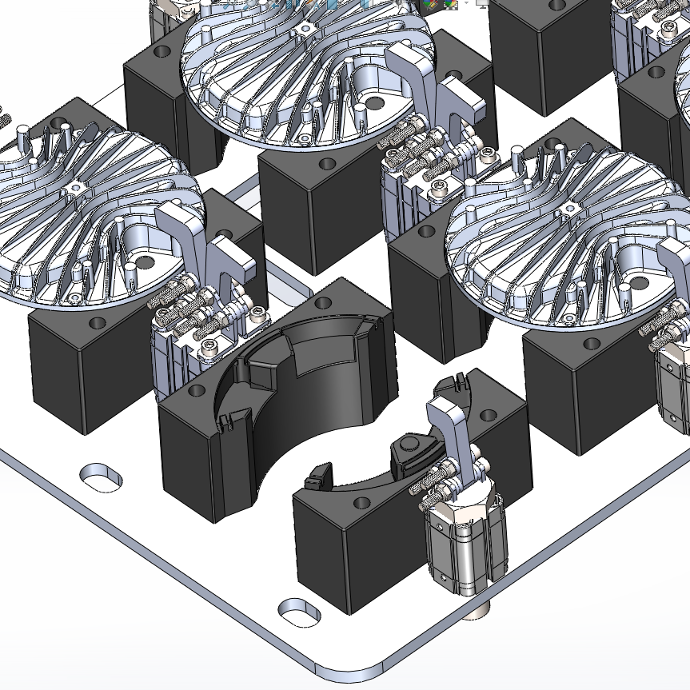
Модель оснастки для механической обработки
Для изготовления больших партий необходима оснастка для быстрой установки и фиксации заготовок. При изготовлении оснастки активно используем 3Д печать позиционирующих блоков.
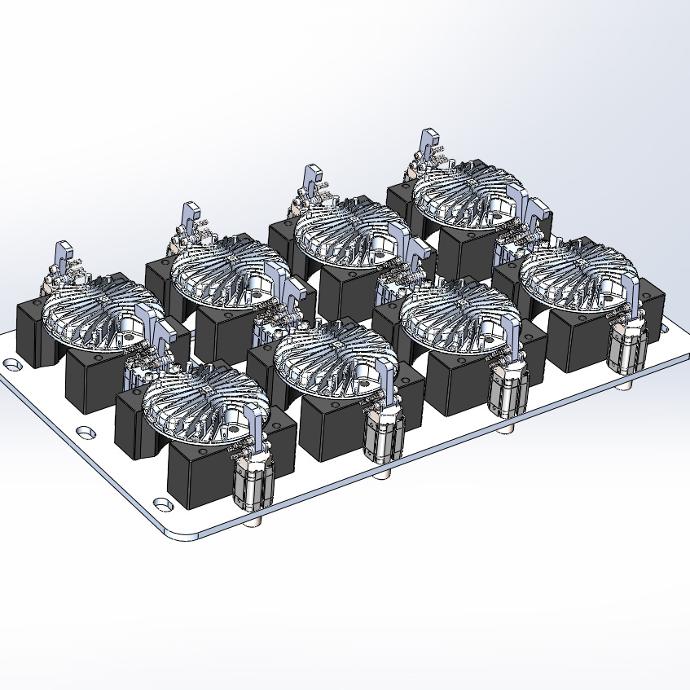
Оснастка - общий вид
Используется одна и та же оснастка для обработки обеих сторон изделия.

Изделие после сверления и нарезания резьбы
6 резьбовых отверстий М4 с внутренней стороны и 1 отверстие с наружной стороны М6. Изделие требует обработки с двумя установками.

Дробеструйная обработка
На изображении слева изделие ДО дробеструйной обработки. Справа после обработки дробью 0.3мм, в течении 2 мин.